


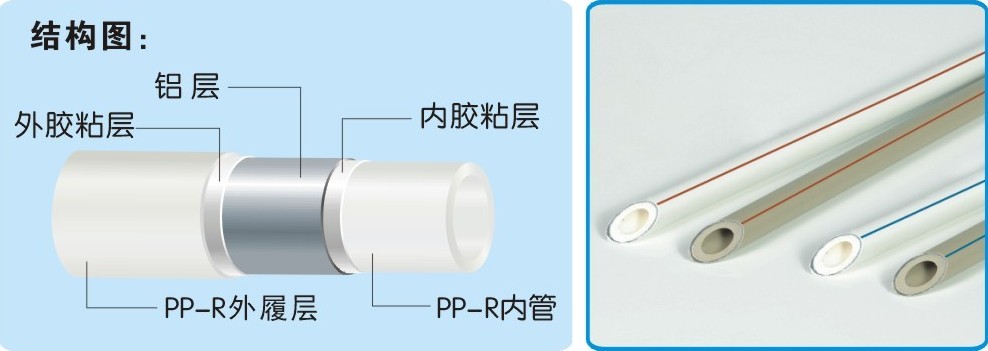
PP-R塑鋁穩(wěn)態(tài)復合管道是按照CJ/T210-2005(管材)和GB/T18742.3-2002(管件)生產(chǎn)的新型高性能輸水管道,符合GB/T117219衛(wèi)生標準及國家衛(wèi)生部相關(guān)的衛(wèi)生安全評價規(guī)定。管材由PP-R內(nèi)管、內(nèi)膠粘層、鋁層、外膠粘層以及PP-R外覆層組成。
塑鋁復合管的生產(chǎn)工藝結(jié)合創(chuàng)新的管道設(shè)計,使其在輸送熱水的性能上表現(xiàn)得更為優(yōu)異。產(chǎn)品不但擁有鋁塑復合管的熱膨脹系數(shù)小、不滲氧、不透光等特點,還保留了PP-R管材的優(yōu)異的耐熱性能以及簡便經(jīng)濟的熱熔承插連接方式,管件適配性強。
PP-R塑鋁穩(wěn)態(tài)復合管道是按照CJ/T210-2005(管材)和GB/T18742.3-2002(管件)生產(chǎn)的新型高性能輸水管道,符合GB/T117219衛(wèi)生標準及國家衛(wèi)生部相關(guān)的衛(wèi)生安全評價規(guī)定。管材由PP-R內(nèi)管、內(nèi)膠粘層、鋁層、外膠粘層以及PP-R外覆層組成。
塑鋁復合管的生產(chǎn)工藝結(jié)合創(chuàng)新的管道設(shè)計,使其在輸送熱水的性能上表現(xiàn)得更為優(yōu)異。產(chǎn)品不但擁有鋁塑復合管的熱膨脹系數(shù)小、不滲氧、不透光等特點,還保留了PP-R管材的優(yōu)異的耐熱性能以及簡便經(jīng)濟的熱熔承插連接方式,管件適配性強。
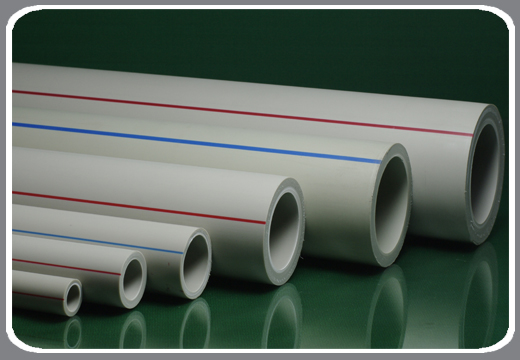
聯(lián)塑塑鋁穩(wěn)態(tài)管材系列
聯(lián)塑塑鋁穩(wěn)態(tài)管件系列
此類管件產(chǎn)品與PPR健康給水管管件相同
聯(lián)塑塑鋁穩(wěn)態(tài)管產(chǎn)品介紹
PP-R塑鋁穩(wěn)態(tài)復合管道是按照CJ/T210-2005(管材)和GB/T18742.3-2002(管件)生產(chǎn)的新型高性能輸水管道,符合GB/T117219衛(wèi)生標準及國家衛(wèi)生部相關(guān)的衛(wèi)生安全評價規(guī)定。管材由PP-R內(nèi)管、內(nèi)膠粘層、鋁層、外膠粘層以及PP-R外覆層組成。
塑鋁復合管的生產(chǎn)工藝結(jié)合創(chuàng)新的管道設(shè)計,使其在輸送熱水的性能上表現(xiàn)得更為優(yōu)異。產(chǎn)品不但擁有鋁塑復合管的熱膨脹系數(shù)小、不滲氧、不透光等特點,還保留了PP-R管材的優(yōu)異的耐熱性能以及簡便經(jīng)濟的熱熔承插連接方式,管件適配性強。
聯(lián)塑塑鋁穩(wěn)態(tài)管產(chǎn)品特點
1、線膨脹系數(shù)小:鋁層使管材整體的線膨脹系數(shù)減小,可以減少管卡的使用,并可明裝,增加管道的敷設(shè)美觀。暗裝時也可減少水泥覆層的使用量。
2、不滲氧:鋁層能有效的阻隔氧氣,內(nèi)抑制管道內(nèi)微生物的生長,保證水質(zhì)。同時也對管道系統(tǒng)中其他金屬配件有保護作用。
3、不透光:鋁層能阻隔紫外線,增強管道的不透光性。減緩管材老化程度,管材使用壽命更長。
4、衛(wèi)生性能:內(nèi)管為PP-R材料,無化學作用、無污染。
5、連接簡易:同質(zhì)熱熔連接,安全可靠,連接快速方便。
聯(lián)塑塑鋁穩(wěn)態(tài)管產(chǎn)品應用范圍
1、民用及工業(yè)建筑內(nèi)冷熱水輸送系統(tǒng)。
2、飲用水如純凈水、礦泉水輸送系統(tǒng)。
3、中央空調(diào)系統(tǒng)及傳統(tǒng)供熱供暖系統(tǒng)。
4、暖氣管道、地板、墻壁取暖系統(tǒng)。
5、建筑物化雪裝置、太陽能加熱冷卻裝置、熱水循環(huán)系統(tǒng)。
6、公共場所及花園、溫室的灌溉系統(tǒng)。
7、食品工業(yè)管道系統(tǒng)。
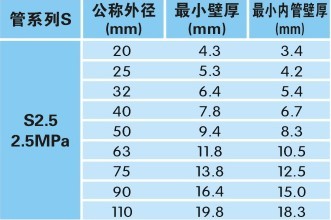
聯(lián)塑塑鋁穩(wěn)態(tài)管管產(chǎn)品規(guī)格

聯(lián)塑塑鋁穩(wěn)態(tài)管道連接
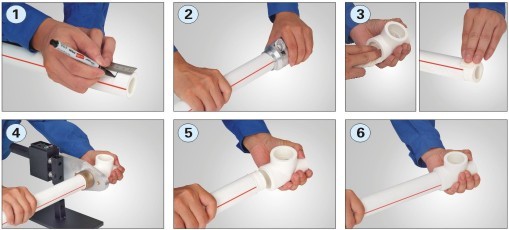
1、把待連接管材的連接端口刮去毛刺,如端面不平整時,用剪刀或鋸工將端面處理平整。并將熱熔機通電加熱。(熱熔機操作須嚴格按說明書執(zhí)行)
2、取出相對應規(guī)格的卷削器(一般ø20-ø40用手動卷削器、ø50及以上規(guī)格用電動卷削器),將刀口調(diào)整到與卷削器內(nèi)承插口同一水平位置,收緊刀具固定螺絲,刀具即調(diào)整完畢。
3、將管材插入卷削器,以卷削器末轉(zhuǎn)動時,頂住刀口為準,用記號筆從卷削器端面開始在管材上標記好相對應管材的承插深度。
4、轉(zhuǎn)動卷削器,刮削管材端面到標記位置。
5、從卷削器內(nèi)取出管材,應先將管件插入熱熔模具,待管件被加熱深度達到規(guī)定深度的50%時,再將管材插入熱熔模具,并使管材管件同時插至模具底部。
6、達到規(guī)定的時間后,迅速將管材無旋轉(zhuǎn)的直線插入配件內(nèi),達到冷卻的時間后,熔接完畢。